 JP
JP


 English
English русский
русский 日本語
日本語 Español
EspañolAHLシリーズ遊星減速機
Cat:遊星減速機
遊星減速機は、その性能により多くの業界で広く使用されています。独自設計のはすば歯車により、極めてスムーズな動作と低騒音を実現し、静かな作業環境を実現します。 機械性能面では、遊星減速機に一体型ボールベアリングを採用し、剛性とトルク出力能力を大幅に向上させ、高負荷・高要求の作業環境に対応し...
詳細を見るあ スパイラルベベルギヤ整流子 は、湾曲した歯のかさ歯車を使用して、動力伝達の方向を通常 90 度変更するように設計された精密機械装置です。これらのコンポーネントは、信頼性の高いトルク伝達とコンパクトなパッケージングが必要とされる産業機械、自動車のドライブトレイン、重機に不可欠です。調達エンジニアや技術バイヤーにとって、最適なソリューションを選択するには、これらの歯車の背後にある工学原理、調整手順、材料科学を理解することが重要です。
コンテンツ
間の選択 スパイラルベベルギア整流子とストレートベベル それぞれの構成には、歯の形状、負荷容量、および動作特性における基本的な違いが含まれます。各設計は、パフォーマンス要件に基づいて異なるアプリケーションに対応します。
直線かさ歯車は、直線状で先細りの歯を持ち、共通の交点で交わります。スパイラル ベベル ギヤは、斜めの角度で湾曲した歯を備えており、回転中に徐々に噛み合います。
| パラメータ | スパイラルベベルギヤ | ストレートベベルギヤ | エンジニアリングへの影響 |
|---|---|---|---|
| かみあい率 | 1.5~2.0以上 | 1.0~1.2 | スパイラルギアは複数の歯が接触し、荷重を分散します。 |
| 耐荷重 | 高 (ストレートより 30 ~ 50% 高い) | 中等度 | スパイラル設計は同じ範囲内でより高いトルクをサポートします |
| 動作音 | 低い(徐々に関与) | 中等度 to high (sudden engagement) | 騒音に敏感な用途にはスパイラルギアが推奨 |
| 効率 | 96-99% | 95-98% | スパイラル設計の効率がわずかに高い |
| 製造の複雑さ | 高 (特殊なグリーソンマシンが必要) | 中等度 | ストレートベベルギヤは製造コスト効率が高い |
| あxial thrust | より高い(堅牢なベアリングサポートが必要) | 中等度 | ベアリングの選択はスラスト荷重を考慮する必要があります |
スパイラル ベベル ギアは、スムーズな動作と高い出力密度が不可欠な自動車用ディファレンシャル、航空宇宙用トランスミッション、高速産業用ドライブで主流を占めています。ストレートベベルギヤは、騒音が主な懸念事項ではない、低用途、手動調整、およびコスト重視の設計に引き続き有効です。
適切な スパイラルベベルギヤ整流子のバックラッシュ調整 最適な負荷分散を確保し、騒音を最小限に抑え、ギアの早期故障を防ぎます。バックラッシュとは、潤滑と熱膨張に必要な、相手歯間の意図的なクリアランスです。
バックラッシの仕様は精度等級や用途によって異なります。精密研削歯車には、市販の切削歯車よりも厳しい公差が必要です。熱膨張を考慮する必要があります。動作温度が 80°C を超える場合は、結合を防ぐために低温のバックラッシュを増やす必要があります。
| 精密クラス | あpplication Examples | バックラッシ範囲(mm) | 測定方法 |
|---|---|---|---|
| 超精密 (AGMA 14-15) | 工作機械スピンドル、ロボット工学 | 0.03~0.08 | ピッチ直径のダイヤルインジケーター |
| 精度 (AGMA 11-13) | 産業用ドライブ、自動車 | 0.08~0.15 | ダイヤルインジケータまたは隙間ゲージ |
| コマーシャル (AGMA 8-10) | 一般機械、コンベヤ | 0.15~0.30 | リード線または隙間ゲージ |
| 耐久性の高い | 鉱山機械、破砕機 | 0.25~0.50 | リード線方式 |
効果的 スパイラルベベルギヤ整流子ノイズのトラブルシューティング 音響特性と動作条件を体系的に分析する必要があります。ギアノイズは、無視すると致命的な故障につながる根本的な問題を示しています。
| 観察された症状 | 潜在的な原因 | 診断チェック | 是正措置 |
|---|---|---|---|
| すべての負荷で一定の鳴き声が発生する | 歯形エラー | 接触パターンテスト | あdjust shims or replace gear set |
| 負荷がかかると騒音が大きくなる | バックラッシ不足 | ホット/コールドのバックラッシュを測定 | バックラッシュシムを増やす |
| 断続的なガタガタ音 | 取付ボルトの緩み | すべての留め具のトルクをチェックする | 仕様に従って締め直します |
| 定期的なハンマリング | 損傷した歯または破片 | 目視検査、ボアスコープ | ギアセットを交換し、システムを清掃します |
| 特定の速度でのみノイズが発生する | ドライブトレインの共振 | 振動解析 | 剛性または減衰を変更する |
専門的なトラブルシューティングでは、加速度計とスペクトラム アナライザーが使用されます。歯車の噛み合い周波数とその高調波は歯の状態を示します。メッシュ周波数付近の側波帯は、偏心または振れによる変調を示唆しています。 5 mm/s RMS を超える振動レベルは調査が必要です。 10 mm/s を超えるレベルには直ちに対処する必要があります。
体系的 スパイラルベベルギヤ整流子材料の選択 耐荷重、耐摩耗性、耐用年数が決まります。材料の選択は、耐摩耗性のための表面硬度と、耐衝撃性のための中心部の靭性のバランスをとる必要があります。
スパイラルベベルギヤは、高いヘルツ応力による転がり接触と滑り接触が組み合わされて動作します。表面硬度 58 ~ 62 HRC は、肌焼き歯車の典型的な硬度です。 30 ~ 40 HRC のコア硬度により、脆さのないサポートが提供されます。
| 材質グレード | 硬度(処理後) | 引張強さ(MPa) | 代表的な用途 | 相対コスト |
|---|---|---|---|---|
| 20MnCr5 (肌焼き) | 58-62HRCケース | 1000-1200 | あutomotive, industrial drives | 中等度 |
| 17CrNiMo6 | 58-62HRCケース | 1200-1400 | 重工業、鉱業 | 高 |
| 4140/4340(焼き入れ) | 30-40HRC | 800-1000 | 低速、中負荷 | 低い |
| 窒化鋼(例:31CrMoV9) | 64-70HRCの場合 | 900-1100 | 高-wear, dimensionally critical | 高 |
| ステンレス鋼 (例: 17-4 PH) | 38-44HRC | 1000-1200 | 腐食環境、食品産業 | 非常に高い |
ケースの浸炭処理により、衝撃荷重に最適な強靭なコアを備えた硬い表面層 (深さ 0.8 ~ 1.5 mm) が形成されます。硬化により均一な特性が得られますが、表面硬度は低くなります。窒化により、歪みが最小限に抑えられた非常に硬い表面が得られますが、ケース深さは薄い (0.3 ~ 0.5 mm)。
の 直角駆動用スパイラルベベルギヤ整流子 この構成は、ウォーム ギアやハイポイド ギアなどの代替直角技術に比べて、明確な利点をもたらします。
| テクノロジー | 効率 Range | 騒音レベル | バックラッシュ能力 | コストインデックス |
|---|---|---|---|---|
| スパイラルベベル | 96-99% | 低い | 0.03~0.15mm(精度) | 中等度 |
| ストレートベベル | 95-98% | 中等度-high | 0.08~0.30mm | 低い |
| ハイポイド | 90-95% | 低い-moderate | 0.05~0.20mm | 高 |
| ウォームギヤ | 50-90% | 中等度 | 0.10~0.50mm | 低い-moderate |
スパイラルベベル整流子を機械に組み込むように設計する場合、エンジニアは、軸方向の推力をサポートするベアリングサポート、ギアの噛み合いにオイルを供給できる潤滑システム、負荷がかかった状態でアライメントを維持するためのハウジングの剛性を考慮する必要があります。
の company has always adhered to Japanese electromechanical cutting-edge R&D technology, adhering to Japanese meticulous production processes. The organization utilizes leading design and development technology to research new products, achieving optimization and upgrading of product structure. As Precision Planetary Gear Reducer Manufacturers and Helical Planetary Gearbox Suppliers, the company offers comprehensive Planetary Gear Drives.
の city encompasses a land area of 537 square kilometers, a sea area of 1,086 square kilometers, and a coastline of 27 kilometers. With a total population of 800,000 people, the region provides access to skilled workforce and robust supply chain networks .
の company maintains focus on continuous product development, incorporating Japanese precision standards into all manufacturing processes. Quality control systems ensure that each gear component meets rigorous performance specifications for global industrial applications .
精密スパイラルベベルギヤは、AGMA クラス 11 ~ 14 または DIN 5 ~ 6 の品質レベルに基づいて製造されています。これは、±0.005 ~ ±0.012 mm の歯間距離公差と 0.015 ~ 0.030 mm の振れ公差に相当します。超精密アプリケーションでは、許容差が 0.005 mm 未満の AGMA クラス 15 を指定する場合があります。
ほとんどの産業用途では、動作速度と温度に応じて、粘度グレード ISO VG 150 ~ 460 の極圧 (EP) ギヤ オイルが使用されます。高温または長寿命の用途には、合成油 (PAO または PAG ベース) をお勧めします。オイルの流れはギアメッシュを適切に冷却し、少なくとも 0.5 ~ 1.0 μm の弾性流体力学的な膜厚を維持する必要があります。
カスタムスパイラルベベルギヤセットは通常、標準の材質とサイズで最低 25 ~ 50 個の注文が必要です。特殊な材料、熱処理、または精密クラスでは、工具やセットアップのコストを償却するために 100 ~ 200 個の部品が必要になる場合があります。プロトタイプの数量 (2 ~ 5 セット) は、認定テスト用にプレミアム価格でご利用いただけます。
歯車の針は、歯車軸に対する螺旋の方向によって決まります。歯面から見て、歯が外径から内径に向かって時計回りに曲がっている場合、それは右勝手です。嵌合するピニオンは反対側の勝手を持っている必要があります。ハンドの選択は推力の方向に影響します。ベアリングの選択は、特定のギアの形状と回転方向から計算されたスラスト荷重に対応する必要があります。
一般的な故障モードには、歯の曲げ疲労 (過負荷による)、表面のピッチング (不適切な潤滑または過度の接触応力による)、摩耗 (汚れまたは不適切なバックラッシュによる) が含まれます。防止には、適切な材料の選択、正確な取り付け距離の管理、ろ過(10 μm 以上)による適切な潤滑、および摩耗粉の振動分析や油分析を含む定期的な状態監視が必要です。

遊星減速機は、その性能により多くの業界で広く使用されています。独自設計のはすば歯車により、極めてスムーズな動作と低騒音を実現し、静かな作業環境を実現します。 機械性能面では、遊星減速機に一体型ボールベアリングを採用し、剛性とトルク出力能力を大幅に向上させ、高負荷・高要求の作業環境に対応し...
詳細を見る
遊星減速機は産業オートメーションの分野で重要な位置を占めています。バックラッシを3分以内に制御する高精度設計により、位置決め精度を確保し、さまざまな高精度作業の基盤を確立します。 円すいころ軸受を採用した減速機で、剛性、トルク性能が大幅に向上し、高負荷、高トルクの作業環境にも容易に対応で...
詳細を見る
遊星減速機はヘリカルギヤ設計を採用しており、滑らかで静かな動作を実現し、より快適な作業環境を提供します。バックラッシ4点以下の高精度特性により、正確な位置決め能力を確保し、さまざまな高精度用途のニーズに応えます。遊星減速機はボールベアリング一体型設計により剛性とトルク性能を大幅に向上しました。...
詳細を見る
NHT シリーズ遊星減速機は、高度なはすば歯車設計を採用しており、歯形かみ合い率が 33% 以上と大幅に向上するだけでなく、独自のねじれ角設計により軸方向の推力を効果的に低減します。この革新により、減速機は作動時に滑らかさ、低騒音特性、高出力トルク、低バックラッシを発揮できるようになります。 ...
詳細を見る
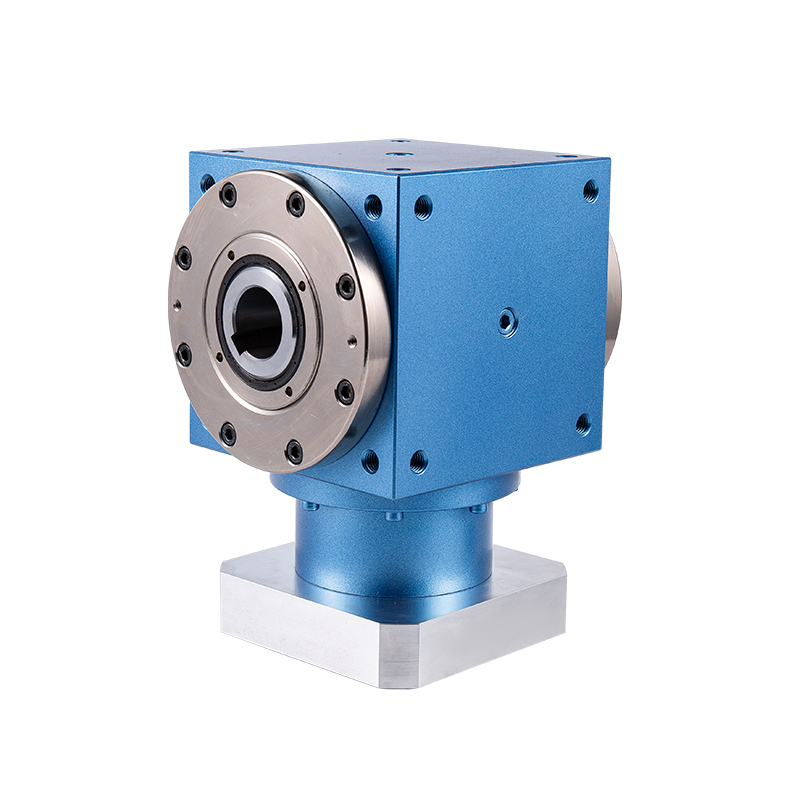
NLRシリーズ遊星減速機はスパイラルベベルギヤ設計を採用しており、サーボモータの高速入力が可能でトルク出力が得られます。噛み合いスパイラルラインは動作誤差解析により最適化されており、高効率、長寿命、メンテナンスフリーを実現しています。出力端のネジ穴設計により、ネジが装置端を通過して減速機を顧客...
詳細を見る
NTRシリーズ遊星減速機はスパイラルベベルギヤ設計を採用しており、サーボモータの高速入力を可能にし、トルク出力を得ることができます。噛み合いスパイラルラインは動作誤差解析により最適化されており、高効率、長寿命、メンテナンスフリーを実現しています。業界で最も先進的な直角フランジ面製品です。出力端...
詳細を見る
TD-P シリーズ減速機は、その優れた性能特性により、産業用トランスミッションの分野で独特の利点を示しています。このシリーズの減速機は、さまざまな用途シナリオでの正確なトランスミッション要件を満たすためのさまざまな出力シャフト オプションを提供します。高トルク設計により重負荷条件下でも安定した...
詳細を見る

TD-2Pシリーズ減速機は、さまざまな使用条件に対応するため、豊富な出力軸オプションを用意しています。標準シャフト、中空シャフト、フランジシャフトのいずれであっても、装置に簡単に適合し、伝動システムのスムーズな動作を保証します。 TD-2P シリーズ減速機は、高度なトランスミッション設計と高品...
詳細を見る
ハーモニック減速機BCSFシリーズは、究極の軽さとシンプルな設計を追求し、設置スペースを削減するだけでなく、システム全体の複雑さを軽減し、ユーザーに大きな利便性をもたらします。 性能面では、BCSFシリーズハーモニック減速機は高トルク、高剛性性能を実現しています。高負荷・高速条件下でも安...
詳細を見る
